การอ่านค่าไมโครมิเตอร์ เป็นทักษะที่สำคัญมากในงานวิศวกรรมและการผลิต เนื่องจากไมโครมิเตอร์เป็นเครื่องมือที่ใช้วัดความหนา, เส้นผ่านศูนย์กลาง, หรือระยะต่าง ๆ ของวัสดุด้วยความแม่นยำสูง
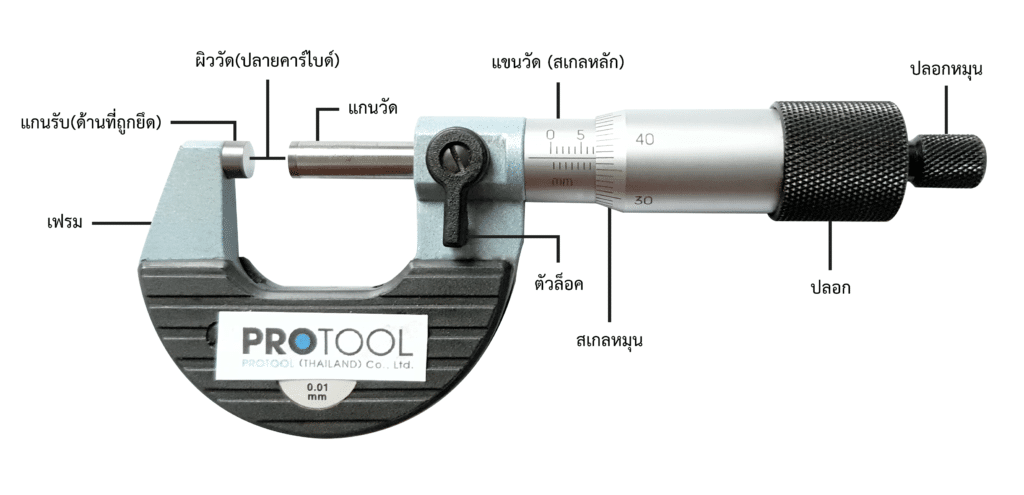
ไมโครมิเตอร์ (Micrometer) เป็นเครื่องมือวัดละเอียดแบบเลื่อนได้มีสเกลสามารถวัดขนาดชิ้นงานได้ทั้งความยาว ความกว้าง ความต่างระดับและความลึกของชิ้นงานได้ นิยมนำมาใช้กับงานอุตสาหกรรมเครื่องมือเครื่องจักรและงานยานยนต์ เป็นต้น โดยหลักการทำงานของไมโครมิเตอร์จะอาศัยการเคลื่อนที่ของสกรูที่มีส่วนประกอบสำคัญตรงบริเวณปากวัด ปลอกหมุนวัด ก้านสเกล และหัวหมุนกระทบเลื่อนที่มีความแข็งแรงทนทาน มีขนาดเล็กกะทัดรัด ใช้งานง่าย สามารถวัดขนาดวัตถุที่มีขนาดตั้งแต่ 0.01 มม.ได้ ทำให้วัดและอ่านค่าได้อย่างละเอียดและเที่ยงตรงสูง ปัจจุบันไมโครมิเตอร์มีให้เลือกใช้งานทั้งไมโครมิเตอร์วัดนอก ไมโครมิเตอร์วัดใน และไมโครมิเตอร์วัดลึก ซึ่งแต่ละชนิดก็มีลักษณะวิธีการใช้งาน คุณสมบัติการใช้งานและการบำรุงรักษาที่แตกต่างกัน ดังนั้นผู้ใช้ต้องศึกษาหลักการใช้งานให้ถูกต้องและเหมาะสมกับชิ้นงานที่จะวัดก่อนการใช้งาน
การอ่านค่าไมโครมิเตอร์

ขั้นตอนที่ 1 ตรวจสอบ ไมโครมิเตอร์ ก่อนใช้งาน
การใช้งานไมโครมิเตอร์เพื่อให้ได้ผลการวัดแม่นยำ ผู้ใช้งานต้องเลือกไมโครมิเตอร์ให้เหมาะสมกับประเภทของชิ้นงาน ตรวจสอบสภาพการใช้งานของไมโครมิเตอร์ และทำความสะอาดชิ้นงานก่อนวัดตามขั้นตอนให้ถูกต้อง คือ หมุนปลอกหมุนวัดเพื่อให้แกนวัดของไมโครมิเตอร์ขยายกว้างออกมากกว่าขนาดชิ้นงานแล้วให้แกนรับสัมผัสผิวชิ้นงาน โดยแนวการวัดจะต้องตั้งฉากกับผิวงานแล้วหมุนปลอกหมุนวัดให้แกนวัดเข้าใกล้วัตถุชิ้นงานประมาณ 1-2 มิลลิเมตร จากนั้นหมุนหัวกระทบ เลื่อนจนแกนวัดสัมผัสชิ้นงานก็จะสามารถอ่านค่าวัดได้

ขั้นตอนที่ 2 ดูมาตราส่วนหลัก
แถวบนแสดงถึงการไล่ระดับมิลลิเมตรทั้งหมด เส้นรอบวงของปลอกนิ้วแบ่งออกเป็น 50 ดิวิชั่นเท่าๆ กันคือ 1 มิลลิเมตร
แถวล่างหมายถึง 0.5 มิลลิเมตรการหมุนปลอกมือแต่ละครั้งจะทำให้แกนหมุน ½ มิลลิเมตร (0.5 มม.)

ขั้นตอนที่ 3 วีธีอ่าน ไมโครมิเตอร์
ไมโครมิเตอร์ ความละเอียด 0.01 มม.
(1) Sleeve Scale 7 mm.
(2) Thimble Scale 0.37 mm.
อ่านค่าไมโครมิเตอร์ได้ 7.37 มม.
อ่านค่าผลการวัดที่สเกลหลัก (Sleeve scale)
โดยสังเกตขอบของสเกลหมุน (Thimble scale) ตรงกับช่วงไหนของขีดสเกลหลัก จากรูปจะเห็นได้ว่าขอบ สเกลหมุนจะตรงกับขีดสเกลหลัก ในช่วง 7 มม. ถึง 8 มม. จะอ่านค่าที่สเกลหลักได้ 7.00 มม.
อ่านค่าผลการวัดที่สเกลหมุน (Thimble scale)
ดูตำแหน่งขีดสเกลหมุนว่ามีสเกลใดตรงกับเส้นกลางของขีดสเกลหลัก จากรูปจะเห็นได้ว่าขีดสเกลหมุนขีดที่ 37 ตรงกับขีดกลางของสเกลหลักพอดี สามารถอ่านค่าของสเกลหมุนได้ โดยการนำค่าความละเอียดของเครื่องมือ คูณ เส้นขีดสเกลหมุนที่อ่านได้คือ สเกลขีดที่ 37 x ความละเอียด 0.01 มม. เท่ากับ 0.37 มม. นำผลการวัดที่อ่านได้จากสเกลหลักบวกผลการวัดที่อ่านได้จากสเกลหมุนคือ 7.00 มม. + 0.37 มม. เท่ากับ 7.37 มม.
เกจวัด (Gauge) ทางเลือกในการวัด
นอกจากไมโครมิเตอร์แล้ว เกจวัด (Gauge) ยังเป็นเครื่องมือที่ใช้ในการวัดขนาดและความหนาได้อย่างแม่นยำ ซึ่งมีหลากหลายประเภทที่สามารถเลือกใช้ได้ตามความเหมาะสมของงาน ตัวอย่างเช่น:
- เกจวัดความลึก (Depth Gauge): ใช้สำหรับวัดความลึกของรูหรือร่อง
- เกจวัดความหนา (Thickness Gauge): ใช้สำหรับวัดความหนาของวัสดุ
- เกจวัดระยะ (Distance Gauge): ใช้สำหรับวัดระยะห่างระหว่างสองจุด
ข้อดีของการใช้เกจวัดแทนไมโครมิเตอร์
- การใช้งานง่าย: เกจวัดบางประเภทมีการใช้งานที่ง่ายกว่าไมโครมิเตอร์
- ความเร็วในการวัด: เกจวัดสามารถวัดได้รวดเร็วกว่าไมโครมิเตอร์ในบางสถานการณ์
- หลากหลายประเภท: มีเกจวัดหลายประเภทที่สามารถใช้ได้กับงานที่หลากหลาย
สรุป
การอ่านค่าไมโครมิเตอร์ต้องอาศัยความละเอียดและความแม่นยำในการอ่านค่า แต่การใช้งานเกจวัดแทนไมโครมิเตอร์ก็เป็นทางเลือกที่ดีในบางกรณีที่ต้องการความสะดวกและรวดเร็ว ทั้งนี้ ควรเลือกใช้เครื่องมือที่เหมาะสมกับงานเพื่อให้ได้ผลลัพธ์ที่แม่นยำและมีประสิทธิภาพสูงสุด
หวังว่าบทความนี้จะช่วยให้คุณเข้าใจวิธีการใช้งานไมโครมิเตอร์และสามารถนำไปปรับใช้กับการวัดที่ต้องการความแม่นยำได้อย่างมีประสิทธิภาพ
PROTOOL ผู้จัดจำหน่ายเครื่องมือวัดคุณภาพสูง มีให้เลือกหลากหลายขนาด หลากหลายประเภท ตอบโจทย์ทุกความต้องการของคุณ
สามารถสอบถามและสั่งซื้อออนไลน์กับ PROTOOL ได้เลยที่ Line OA @protoolgauge , 02-123-3822 และ 085-660-5531
ติดตาม Protool เพิ่มเติมได้ที่ :